Building on our recent article, ID vs OD Flange Facer – Which to Choose, which introduced the fundamental differences between ID and OD mounting methods, this piece takes a deeper dive into when and why each option should be used in real-world applications. While the earlier discussion provided a high-level framework for choosing between the two, this article expands on those concepts with practical considerations such as bore access, flange size, and machining requirements—giving you a clearer path to selecting the right equipment for the job.
Understanding Flange Facer Mounting Methods
 Choosing the wrong mounting method doesn't just slow down a job. It can make it impossible.
Choosing the wrong mounting method doesn't just slow down a job. It can make it impossible.
ID and OD mount flange facers do the same thing: restore a damaged sealing surface to specification. But how they attach to the workpiece is fundamentally different, and that difference determines which one belongs on your job.
Get it right, and the machine sets up cleanly, cuts accurately, and gets you back to service fast. Get it wrong, and you're looking at access problems, compromised results, or a machine that simply won't fit the application.
Here's what you need to know before you spec the equipment.
How ID Mount Flange Facers Work
 ID mount machines clamp inside the pipe bore. The machine's spider assembly seats against the pipe's inner diameter, and modular clamping arms extend outward to anchor the unit in place. From there, the rotating cutting tool faces the flange surface with precision.
ID mount machines clamp inside the pipe bore. The machine's spider assembly seats against the pipe's inner diameter, and modular clamping arms extend outward to anchor the unit in place. From there, the rotating cutting tool faces the flange surface with precision.
It's the most common mounting method for good reason. Most standard pipe flanges have a clear, accessible bore, and ID mounting delivers exceptional rigidity because the machine is anchored at the workpiece's center.
SPR's ID mount flange facers cover a combined size range of 0.5" to 72" across the full product line, making them suitable for the vast majority of industrial piping applications. The FF-1100 flange facer is a strong example of this design: lightweight, modular, and capable of facing, beveling, boring, and cutting grooves in a single setup.
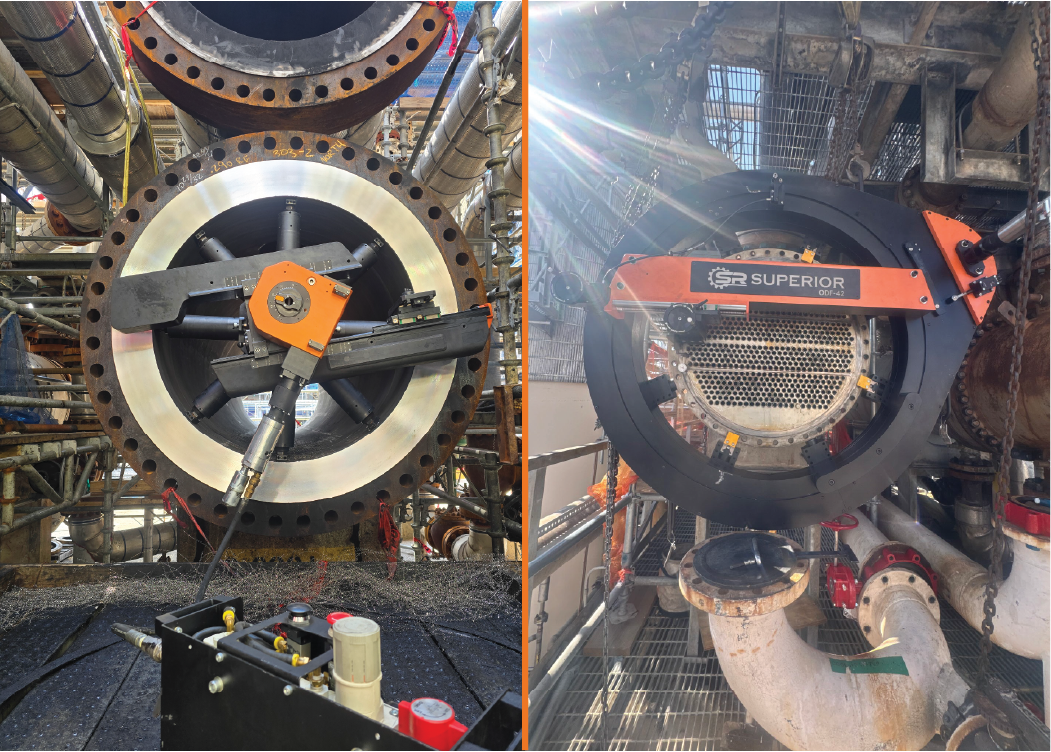
How OD Mount Flange Facers Work
 OD-mount machines clamp onto the outside of the flange or pipe. Instead of reaching into the bore, the machine wraps around the outside diameter and uses belt-driven cam tensioners to anchor in place.
OD-mount machines clamp onto the outside of the flange or pipe. Instead of reaching into the bore, the machine wraps around the outside diameter and uses belt-driven cam tensioners to anchor in place.
Two things make OD mounting essential in certain applications.
First, it's required whenever the bore is obstructed. Heat exchangers with tube sheets, valves with internal components, and certain fittings all block the bore center, making ID mounting physically impossible. OD mounting bypasses the obstruction entirely.
Second, OD machines can cut to the dead center. ID mount machines can't. When a full-face cut is required, all the way from the center to the outer sealing band, only an OD-mount machine can get there.
SPR's OD mount flange-facing equipment ranges from 10" to 102" and includes OD mount flange facers, available in aluminum (10"–20") and heavy-duty steel (32"–102") configurations for large-diameter industrial flanges. The compound swivels to any angle off-vertical, giving operators the flexibility to machine a wide variety of gasket surface profiles.
When to Choose an ID Mount Flange Facer
ID mounting is the default choice for most standard applications. Reach for it when:
- The pipe bore is clear and accessible
- You're working on standard raised-face or flat-face flanges
- The flange diameter falls within the 0.5" to 72" range
- Dead-center machining isn't required
- Access around the outside of the flange is limited
Most refineries, power plants, and process facilities will find that ID mount covers the majority of their routine flange facing work.
When to Choose an OD Mount Flange Facer
OD mounting is the specialist's tool. It becomes necessary, not optional, in these situations:
- The bore is obstructed. Heat exchanger tube sheets, valve internals, and similar components block ID mounting entirely. OD is the only path forward.
- Dead-center machining is required. Full-face machining that extends to the bore centerline demands an OD machine.
- Very large diameter flanges. Above 72", OD mounting is the standard approach for large industrial flanges in refineries, offshore platforms, and power generation equipment.
- Back facing is needed. OD machines can be configured with back-facing attachments to machine the rear face of a flange without removing it.
Heat exchanger applications deserve special attention here. The tube sheet, the perforated plate that holds the tubes in place, sits directly in the bore, blocking any ID-mount approach. This comes up regularly in refineries and chemical plants where heat exchanger maintenance is a recurring part of the turnaround schedule. OD mounting is the standard solution, not the workaround.
ID vs. OD Mount Flange Facers: Side-by-Side Comparison

Key Selection Criteria for Your Application
 Four questions will narrow the choice quickly:
Four questions will narrow the choice quickly:
1. Is the bore clear? If yes, ID mounting is on the table. If not, the decision is already made. Go OD.
2. What's the flange diameter? Both types cover the 10"–72" overlap range. Below 10", ID is the only option. Above 72", OD takes over.
3. Do you need a full face cut to dead center? If the application calls for machining all the way to the bore centerline, only OD delivers that capability.
4. What does your maintenance inventory look like? A facility that handles both standard piping and heat exchangers will eventually need both types. Planning for that upfront, whether through purchase or equipment rental, avoids scrambling when the job requires the other machine.
Why Some Facilities Need Both Mounting Types
Most large industrial facilities encounter both scenarios. Standard piping flanges dominate the routine maintenance schedule, and ID mounting handles them cleanly. But heat exchanger overhauls, large-diameter flange repairs, and full-face machining requirements come up regularly enough that having OD capability on hand matters.
It doesn't always mean owning both. SPR's rental program gives maintenance teams access to both ID-mount flange facers and OD flange-facing machines on demand, which is often the practical solution for turnaround-driven maintenance environments where equipment needs vary from shutdown to shutdown.
SPR Tool's Range of Flange Facing Equipment
 SPR offers one of the most comprehensive portable machining lineups for flange-facing applications. ID mount options range from 0.5" to 72" across four models, adapting to a wide range of bore sizes. OD mount options range from 10" to 102" in both aluminum and steel, with back-facing attachments available throughout the range.
SPR offers one of the most comprehensive portable machining lineups for flange-facing applications. ID mount options range from 0.5" to 72" across four models, adapting to a wide range of bore sizes. OD mount options range from 10" to 102" in both aluminum and steel, with back-facing attachments available throughout the range.
Both product lines are engineered for field conditions: rigid setups, precise feeds, and the rugged build quality that industrial maintenance environments demand. Pneumatic drive is standard across both lines, with hydraulic options available for high-torque applications.
That's what drives our mission: equipment that performs when it counts, with the support to back it up.
Find the Right Flange Facer for Your Application
The right mounting method isn't always obvious from the job description. Bore access, flange diameter, flange type, and machining requirements all factor in, and getting the spec wrong costs time.
SPR's team works with maintenance engineers, turnaround planners, and tool crib managers to match the right equipment to the application. Whether you need an ID mount for standard pipeline work or an OD mount for a heat exchanger overhaul, we can help you find the right fit.
Contact us to discuss your application or explore equipment options.