Pipe Cutting Materials: What Clamshell Cold Cutters Can Handle
 The Material Changes Everything
The Material Changes Everything
Not every pipe cuts the same way. Carbon steel is forgiving. Stainless steel work hardens. Chrome moly has code implications that make the cutting method a quality decision, not just a workflow one. High-nickel alloys are a different job entirely.
The method you choose determines what happens after the cut: whether you're welding on a clean surface or reworking a contaminated one, whether a PWHT (post-weld heat treating) requirement gets triggered, and whether the tooling survives the job. For cold cutters, the mechanical process works across a wide range of materials. The tooling selection is where the job gets matched to the material.
Carbon Steel
If you work in an industrial setting, chances are you're dealing with carbon steel pipe. It's dense, it's heavy, and without the right setup, it'll catch your tooling or wear it down fast.
With a split frame and a standard carbide insert, you're already past the major obstacles:
- Feed rates are forgiving (standard gets the job done)
- Tool life is predictable
- No jamming or uneven cuts
- The cut surface needs no special treatment before welding
The weld prep comes off the machine consistently and square, ready for fit-up.
Heavy-wall carbon steel, Schedule 80 through XXH, needs slower feed rates and robust tooling to manage the cutting forces on thick sections. SPR's tooling covers walls up to 57mm (2.25 in) as standard, with extended tooling available for thicker walls. Cold cutting also avoids heat-affected zones that can degrade higher-carbon-grade pipe.
Stainless Steel
Stainless steel looks manageable until your tooling starts struggling. The problem is work hardening: when the tool rubs instead of cuts, the surface hardens faster than material is being removed, and the cut goes downhill from there.
Two things matter here more than anything else:
- Sharp tooling, always. Fresh inserts, feed rate set to keep the tool cutting rather than rubbing. Continuous chip formation is the sign you're set up correctly. Discontinuous or built-up chip means something needs adjusting before you go further.
- No cross-contamination. Free iron from carbon steel tooling or grinding media on a stainless surface can cause corrosion that shows up during inspection. Dedicated stainless tooling, stored separately, never used on carbon steel, is non-negotiable.
Get those two right, and stainless cuts cleanly.
Chrome Moly (P91, P22, P11)
Chrome moly is constantly used in high-temperature service: boiler headers, steam lines, process heaters. It also carries a consequence most teams don't think about until it's too late.
Torch cutting chrome moly triggers a heat-affected zone that can cause hydrogen cracking. Most applicable codes require mandatory post-weld heat treatment before welding can proceed. That's an extra step, extra cost, and extra time on every joint.
Cold cutting eliminates the trigger:
- No hardened layer
- No mandatory PWHT requirement from the cutting method
- Cut surface meets metallurgical requirements without additional processing
 Tooling still needs to be matched to the alloy. Carbide inserts with appropriate geometry, run at reduced feed rates, produce clean results. SPR's Cliff's Bits division grinds clamshell tooling and accessories to the specific requirements of the material and bevel geometry.
Tooling still needs to be matched to the alloy. Carbide inserts with appropriate geometry, run at reduced feed rates, produce clean results. SPR's Cliff's Bits division grinds clamshell tooling and accessories to the specific requirements of the material and bevel geometry.
Duplex and Super Duplex Stainless
Duplex is tougher and more abrasion-resistant than standard austenitic grades. It also works faster and harder, which means the margin for error is smaller than with standard stainless.
A dull insert on duplex will quickly harden the surface. Each subsequent pass gets harder. Getting the first pass right isn't just preferred here, it's the whole game.
What that means in practice:
- Same sharp tooling requirement as standard stainless, but with less room to recover if you start wrong
- Dedicated tooling sets, stored separately, are never used on carbon steel
- No cross-contamination, same non-negotiables as standard stainless, higher stakes if ignored
Inconel and High-Nickel Alloys
Inconel and high-nickel alloys are the most demanding materials you'll cut with a clamshell. If you've run them before, you already know: tough, aggressive work hardening, cutting forces that punish the wrong tooling fast.
Cold cutting works on Inconel. But tooling selection here is more critical than on any other common pipe material:
- CBN (cubic boron nitride) or ceramic inserts are required for production cutting
- Feed rates are slower than on steel
- Cutting forces higher
- Tool life is shorter. Plan for it.
The reason cold cutting matters so much on Inconel is what torch cutting produces: a heavily oxidized surface, nickel-rich slag, and a heat-affected zone with sensitization concerns. That surface needs significant rework before welding can start. Cold cutting delivers a clean surface compatible with the weld procedure, no rework required.
Titanium
Titanium and open flame don't mix. At elevated temperatures the material ignites, oxidizes heavily, and the cut quality is unusable for welding without extensive rework. Torch cutting titanium in an open environment isn't a practical option.
Cold cutting is the method for titanium pipe. Carbide tooling at moderate feed rates handles it cleanly. The one operational requirement that can't be skipped:
- Chip control. Titanium chips are flammable. Keep the cut area clear of accumulation and use appropriate containment throughout the job. That's not optional on titanium.
Plastic and Composite Pipe
Clamshell cutters handle plastic and composite pipes, including HDPE, PVC, and GRP (glass-reinforced plastic). The approach differs from that of metallic pipe because the failure mode is different: heat buildup causes melting and smearing, not work hardening.
For thermoplastics:
- Sharper rake angles
- Higher speeds
- Lighter cuts to prevent heat buildup. In a composite pipe, the glass fiber content is the variable. It accelerates tool wear and creates inconsistent cutting resistance as the tool moves through resin-rich and fiber-rich zones. Carbide inserts outlast HSS on GRP. Build the slower, variable feed rate into your setup from the start.
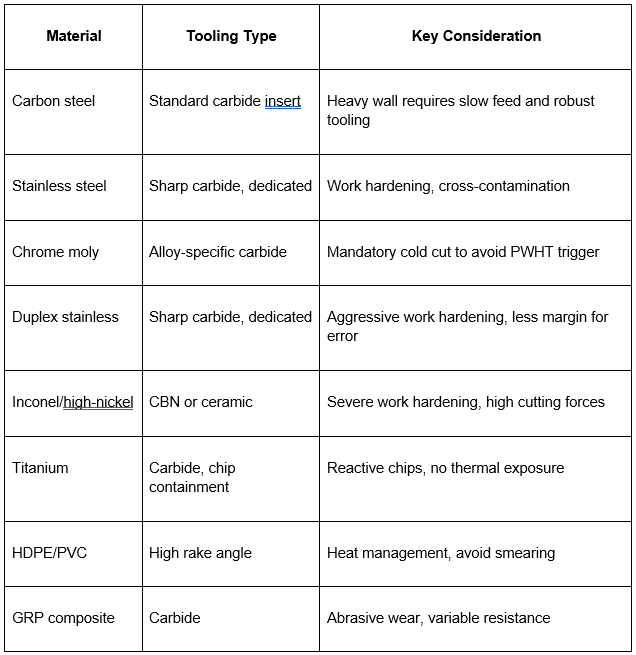
Tooling Selection by Material
Cross Contamination: The Workflow Issue That Causes Weld Failures
On jobs mixing carbon steel and stainless or alloy cutting, the tooling discipline is what stands between a clean weld and a rejection.
Free iron from carbon steel tooling, grinding wheels, or chips on a stainless surface causes surface corrosion. Weld rejection follows. The fix is simple: dedicated tooling sets for stainless and alloy work, stored separately and never used for carbon steel. Chip control between cuts on mixed-material jobs. It's a workflow issue, not a technical one, but it shows up in inspection results.
 Get the Right Tooling for Your Material
Get the Right Tooling for Your Material
SPR's Cliff's Bits division produces standard and custom tooling for the full range of pipe materials in industrial cutting applications, with custom engineering available for specialized requirements. Equipment is available for purchase, for pipe cutting and beveling rentals, or for project-based equipment rentals.
Contact us to discuss tooling selection for your pipe cutting application.
Frequently Asked Questions
Can clamshell cold cutters handle chrome moly without triggering PWHT? Cold cutting produces no heat-affected zone, so the HAZ-related PWHT requirement triggered by torch cutting doesn't apply. Whether PWHT is ultimately required depends on the weld procedure specification, not the cutting method. Cold cutting removes one trigger, but the procedure governs the final requirement.
What's the most challenging material to cut with a clamshell? High-nickel alloys like Inconel are the most demanding, with severe work hardening, high cutting forces, and the need for CBN or ceramic inserts rather than standard carbide. The cold-cutting advantage on these materials is significant precisely because torch cutting produces oxidized, contaminated surfaces that require extensive rework before welding.
Does stainless steel need special tooling for clamshell cutting? Yes. Sharp carbide inserts, dedicated to stainless steel and kept separate from carbon steel tooling, are required. Sharp edges prevent work hardening. Dedicated tooling prevents iron contamination on the cut surface.