Cut and Bevel in One Pass: How Split Frame Pipe Cutters Eliminate Extra Steps
Why Separating Cut and Bevel Costs More Than It Should
Every pipe weld starts the same way: cut the pipe, prep the bevel, fit up, and weld.
Simple on paper. In practice, each step is a chance for delay, rework, and cost that adds up faster than most teams expect.
The traditional approach runs cut and bevel as two separate operations. Torch or saw first, then grinder or standalone beveling tool for the weld face. Two setups. Two operations. A grinding step in the middle that introduces its own inconsistency.
Pipe cold cutting with a split frame clamshell compresses that sequence. Cutting and beveling occur simultaneously in a single pass, without repositioning or switching tools.
 How It Works
How It Works
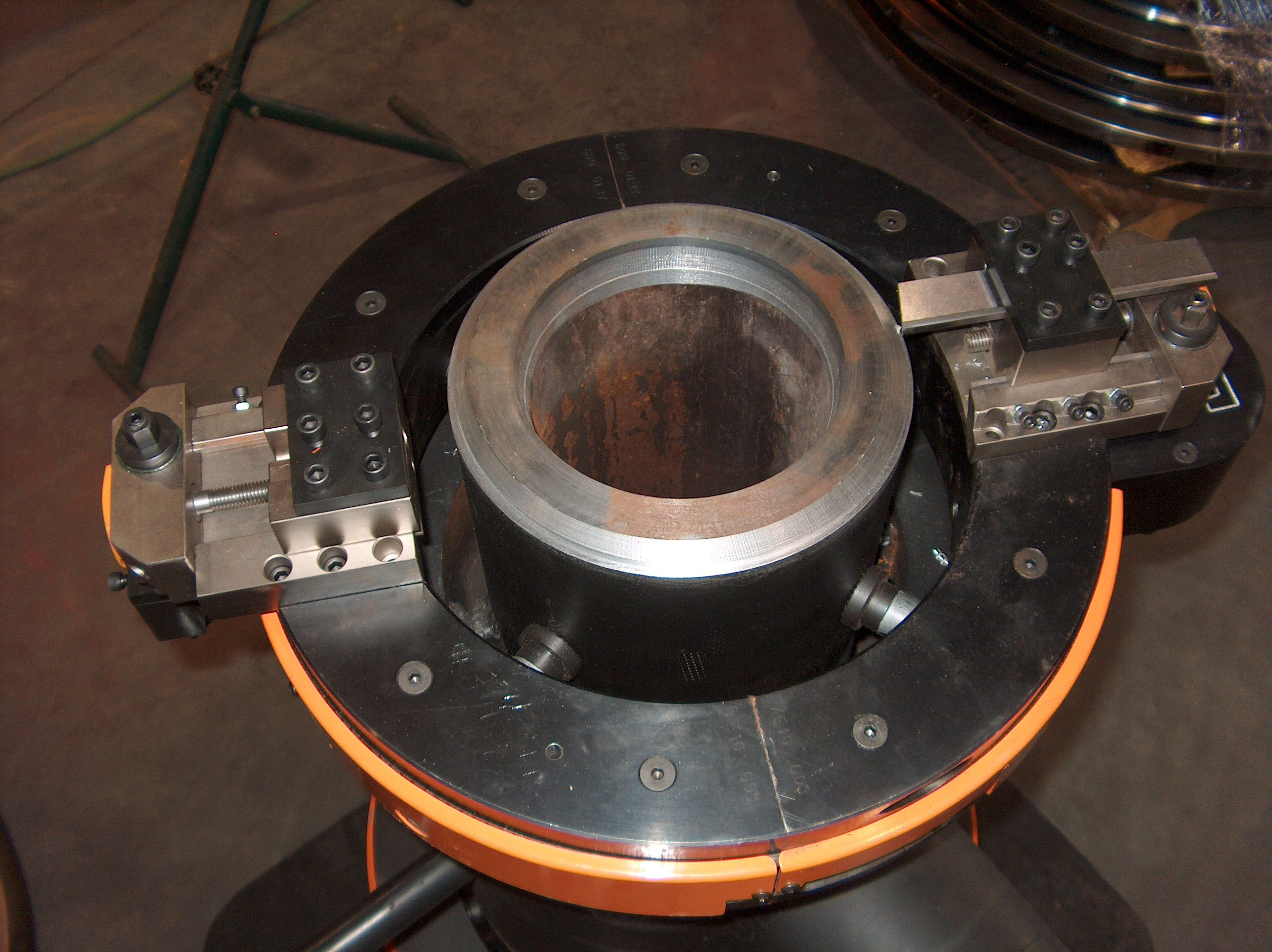
A split-frame clamshell carries multiple tool slides on its rotating ring. In a cut-and-bevel configuration, one slide carries the parting tool that severs the pipe. A second slide carries the bevel form tool that shapes the weld prep at the same time.
Both tools advance at a machine-controlled feed rate as the ring rotates. By the time the parting tool finishes the cut, the bevel is already done. The pipe end comes off square, clean, and ready for welding.
No grinding. No secondary setup. No rework.
Bevel Profiles in a Single Pass
Split frames aren't limited to a standard 37.5-degree single bevel. The tool slide configuration determines the profile and can be adjusted to match virtually any weld prep specification.
Common profiles achievable in one pass:

- Single bevel: standard V-prep, most common weld joint
- Compound bevel: two-angle prep for heavy wall pipe requiring a J-prep or modified V
- J-prep bevel: narrow root face with a curved bevel, reduces weld metal volume on thick wall
- Land prep: controlled root face dimension for consistent gap control at fit-up
- Counterbore: internal bore reduction for mismatched wall thickness, done simultaneously with the OD cut
The geometry comes from the form tooling, not the machine. SPR's Cliff's Bits division produces standard and custom form tools ground to the exact specification the weld procedure requires. The machine consistently delivers what the tool is designed to produce, across every cut.
What One Pass Saves
On a single cut, eliminating the grinding step feels like a minor win. On a project with 50 joints, it's a different calculation entirely.
A torch cut-and-grind sequence on medium-diameter carbon steel typically runs 45 to 90 minutes per joint, including cooling time, slag removal, grinding, and bevel verification. A split frame cut-and-bevel pass on the same pipe runs 20 to 40 minutes, setup included, and produces a verified weld-ready surface with no secondary work.
On a 50-joint project, that difference is measured in days of labor, not hours.
There's a quality dimension too. Grinding introduces variability that machine cutting doesn't. Bevel angle consistency is machine-controlled, not operator-dependent. Every joint comes out the same way. Fit-up is predictable. Weld pass rates improve.
Fit-Up and Weld Quality
Weld quality starts before the arc is struck. The fit-up between two pipe ends determines the consistency of the gap, bevel alignment, and root face contact. When bevel geometry varies joint to joint, every welder compensates differently. That adds time and variability that shows up in inspection results.
Split frame cut-and-bevel produces the same geometry on every joint. Same bevel angle. Same land width. Same root face dimension. Welders work to a known, repeatable prep. The joint behaves the same way every time.
On critical service pipe, high pressure, high temperature, alloy materials, that consistency isn't a preference. It's a requirement.
Changing Profiles Between Jobs
 Switching bevel profiles on a split frame is a tool slide swap, not a machine change. The clamshell stays on the pipe. Remove the form tool, install the new one, and proceed with the new geometry.
Switching bevel profiles on a split frame is a tool slide swap, not a machine change. The clamshell stays on the pipe. Remove the form tool, install the new one, and proceed with the new geometry.
For facilities running multiple weld procedures across different pipe specifications, that flexibility matters. One machine handles standard carbon steel prep in the morning and chrome moly J-prep in the afternoon. A tooling swap is all it takes.
SPR's clamshell tooling and accessories are available in standard profiles and custom-ground to specification for non-standard weld preps.
When One-Pass Makes the Most Sense
The case is strongest when:
- Cut count is high, and labor cost is the dominant variable
- The weld procedure requires a complex profile that's hard to achieve consistently by hand
- Schedule is tight, and grinding creates a bottleneck
- Work is in a classified or hazardous area where grinding introduces sparks and dust exposure
- Material is alloy, stainless, or chrome moly, where the wrong grinding wheel creates a contamination risk
For smaller diameter work, the SPR’s PBM Line handles cut and bevel in a single ID-mounted setup for pipe from .5" to 21".
Get Cut-and-Bevel Capability from the SPR Tool
 SPR's Aggressive split frames cover 4" to 150" OD with full cut-and-bevel capability in a single pass. Standard and custom form tooling is available through SPR's Cliff's Bits division to match any weld procedure requirement. Equipment is available for purchase or through equipment rental for project-specific applications. Contact us to discuss cutting and bevelling equipment and tooling for your application.
SPR's Aggressive split frames cover 4" to 150" OD with full cut-and-bevel capability in a single pass. Standard and custom form tooling is available through SPR's Cliff's Bits division to match any weld procedure requirement. Equipment is available for purchase or through equipment rental for project-specific applications. Contact us to discuss cutting and bevelling equipment and tooling for your application.
Frequently Asked Questions
Can a split frame clamshell cut and bevel at the same time? Yes. With a cut-and-bevel tool slide configuration, the split frame carries a parting tool and a bevel form tool on the same rotating ring. Both advance simultaneously. The pipe end comes off the machine weld-ready, with no secondary grinding.
What bevel profiles can a split frame produce in one pass? Single-bevel, compound-bevel, J-prep, land-prep, and counterbore profiles are all achievable in one pass with the right form tooling. Changing profiles is a tooling swap, not a machine change.
How much faster is a one-pass cut-and-bevel compared to torch cutting and grinding? On a medium-diameter pipe, a split frame cut-and-bevel pass typically takes 20 to 40 minutes, including setup. A torch cut with post-cut grinding and bevel verification runs 45 to 90 minutes. On projects with a high cut count, the difference compounds to days of labor savings.